







 Międzynarodowe Targi Spawalnicze ExpoWelding 2024 w Katowicach były dla naszej firmy wyjątkowym wydarzeniem, które umożliwiło nam zaprezentowanie innowacyjnych rozwiązań oraz nawiązanie nowych, wartościowych relacji z klientami i partnerami biznesowymi.
Międzynarodowe Targi Spawalnicze ExpoWelding 2024 w Katowicach były dla naszej firmy wyjątkowym wydarzeniem, które umożliwiło nam zaprezentowanie innowacyjnych rozwiązań oraz nawiązanie nowych, wartościowych relacji z klientami i partnerami biznesowymi.




















9. Dobór optymalnych wartości parametrów cięcia---->powrót
Prędkość taśmy tnącej.
Dobór prędkości jest uzależniony od rodzaju ciętego materiału.
Stale twarde i trudnoobrabialne tniemy z małą prędkością taśmy (15 – 30 m/min) natomiast stale zwykłe węglowe i niskostopowe są cięte znacznie szybciej, z szybkościami 80 -100 m/min.
Szczegółowe parametry można znaleźć w specjalnych tabelach producentów taśm tnących określających prędkość i wydajność taśmy tnącej.
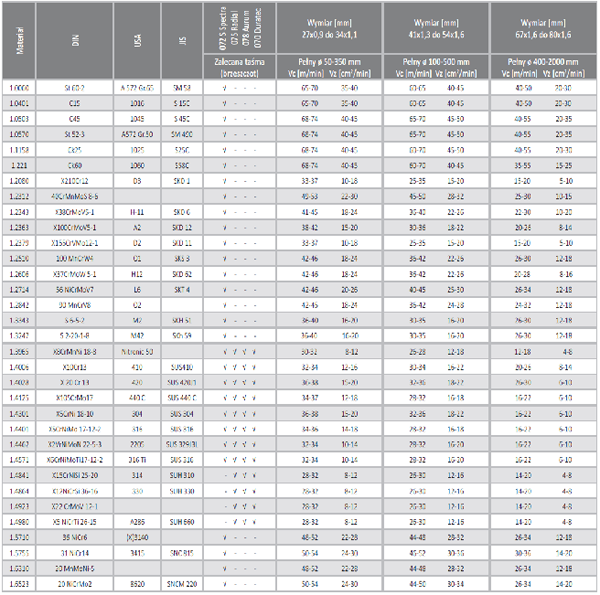
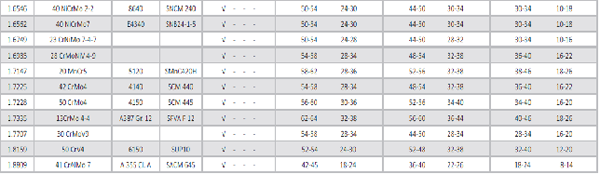
Wartości parametrów cięcia (prędkość taśmy Vc oraz wydajność Vz) dla bimetalicznych brzeszczotów pił taśmowych w zależności od zakresu przekroju i szerokości taśmy piły wg firmy Honsberg
10. Obliczanie czasu cięcia i posuwu---->powrót
Znając wydajność taśmy tnącej oraz wielkość ciętego detalu można obliczyć czas cięcia i posuwu:

11. Regulacja posuwu na podstawie obserwacji wiórów---->powrót
Dobór właściwego posuwu na podstawie obserwacji wiórów jest w praktyce najczęściej stosowanym sposobem regulacji szybkości cięcia.
Bardzo ważne jest, aby każdy ząb taśmy tnącej produkował wiór o odpowiedniej długości i grubości. Osiąga się to przez dobór właściwej podziałki uzębienia, prędkości taśmy i jej posuwu.
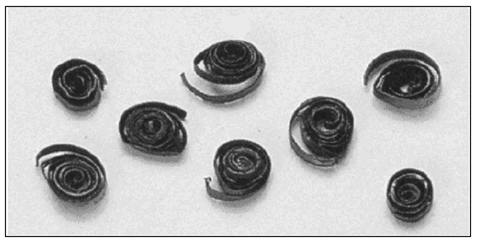
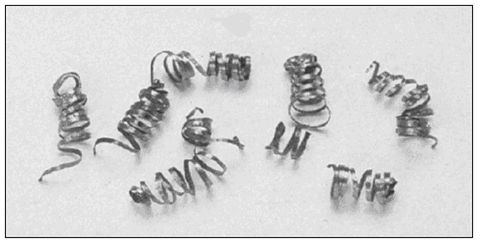
Rodzaje wiórów:
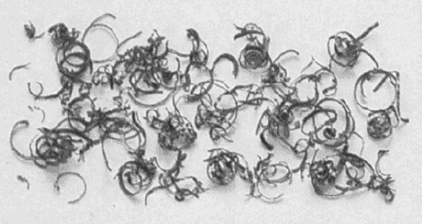
Bardzo drobne lub pyłowe wióry wskazują na zbyt małą prędkość posuwu i/lub zbyt słaby nacisk podczas cięcia. Należy zwiększyć posuw lub zmniejszyć prędkość taśmy.
Grube, niebieskie i gorące wióry mogą sygnalizować przeciążenie piły.
Zbyt duży posuw – należy go zmniejszyć lub zwiększyć prędkość taśmy.
Długie, spiralnie zwinięte wióry oznaczają idealne parametry i warunki cięcia.





